Нитки, заплутані спіралі на болтах, гвинтах і гайках набагато складніші, ніж здається. Вони відрізняються за дизайном, розміром і функціями, формуючи спосіб поєднання компонентів у будь-чому, від простих машин до передових інженерних систем. У цьому посібнику ми заглибимося в основи проектування потоків, досліджуючи фундаментальні аспекти, які відрізняють один потік від іншого. Від статі різьби до її щільності, від кроку різьби до її діаметра, ми розкриваємо критичні елементи, які роблять різьбу важливим, але часто забутим чудом інженерії.
Ознайомтеся з деталями нижче, коли ми розгадуємо заплутаний світ потоків, надаючи вам фундаментальне розуміння, необхідне як для допитливого новачка, так і для досвідченого професіонала.
Деякі важливі терміни Thread
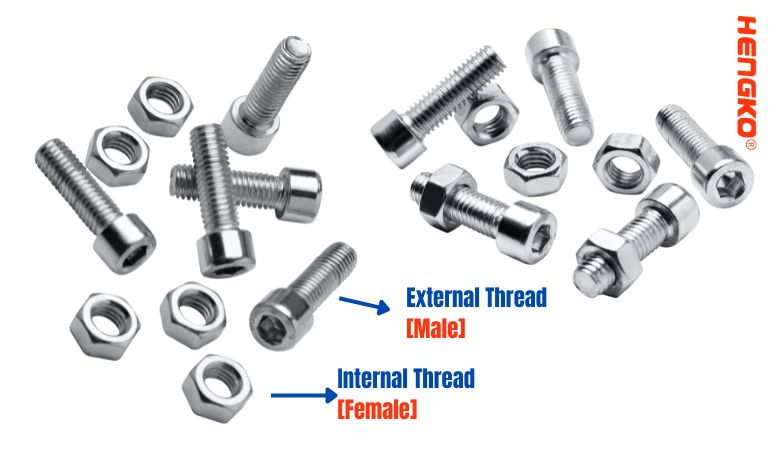
Використання гендерних термінів може закріпити шкідливі стереотипи та сприяти культурі відчуження. Використовуючи більш нейтральні терміни, такі як «зовнішні» та «внутрішні» потоки, ми можемо бути більш інклюзивними та уникнути ненавмисної упередженості.
* Точність:Аналогія руйнується далі, коли розглядаються форми та додатки небінарних потоків.
Важливо також бути точним і вичерпним у технічній мові.
* Альтернативи:Вже є чіткі та усталені технічні терміни щодо характеристик ниток:
* Зовнішня різьба:Різьба на зовнішній стороні компонента.
* Внутрішня різьба:Різьба на внутрішній частині компонента.
* Основний діаметр:Найбільший діаметр різьби.
* Менший діаметр:Найменший діаметр різьби.
* крок:Відстань між двома відповідними точками на сусідніх потоках.
Використання цих термінів надає точну й однозначну інформацію, не покладаючись на потенційно шкідливі аналогії.
Різьба використовується в фільтруючих вузлах
Спечені фільтри широко використовуються в різних галузях промисловості для цілей фільтрації. Вони виготовляються шляхом з’єднання металевих порошків за допомогою процесу термічної обробки, який називається спіканням. Це створює міцну пористу структуру, яка може ефективно фільтрувати частки з рідин або газів.
Різьба зазвичай використовується у вузлах фільтрів для з’єднання різних компонентів. Ось кілька конкретних прикладів використання ниток у спечених фільтрах:
* Кінцеві кришки картриджа фільтра:
Багато спечених фільтрувальних картриджів мають різьбові торцеві кришки, які дозволяють вкручувати їх у корпуси фільтрів.
Це створює надійне ущільнення та запобігає протіканню.
* З'єднання корпусу фільтра:
Корпуси фільтрів часто мають різьбові отвори, які дозволяють підключати їх до трубопроводів або іншого обладнання.
Це дозволяє легко встановлювати та знімати вузол фільтра.
* Попередні фільтри:
Деякі збірки фільтрів використовують попередні фільтри для видалення більших часток до того, як вони досягнуть спеченого фільтра.
Ці попередні фільтри можна прикрутити на місце за допомогою різьби.
Попередні фільтри в спечених фільтрувальних вузлах
* Дренажні отвори:
Деякі корпуси фільтрів мають різьбові дренажні отвори, які дозволяють видаляти зібрані рідини або гази.
Конкретний тип різьблення, що використовується у вузлі фільтра, залежатиме від застосування та розміру фільтра. Загальні типи різьблення включають NPT, BSP і метричну.
На додаток до наведених вище прикладів нитки також можуть використовуватися для інших цілей у вузлах спечених фільтрів, наприклад:
* Прикріплення датчиків або датчиків
* Монтажні кронштейни
* Захист внутрішніх компонентів
Загалом нитки відіграють важливу роль у забезпеченні належного функціонування та продуктивності спечених фільтрів.
Зрештою, вибір термінології залежить від вас.
Проте я заохочую вас розглянути потенційний вплив використання гендерної мови та переваги використання більш нейтральних та інклюзивних альтернатив.
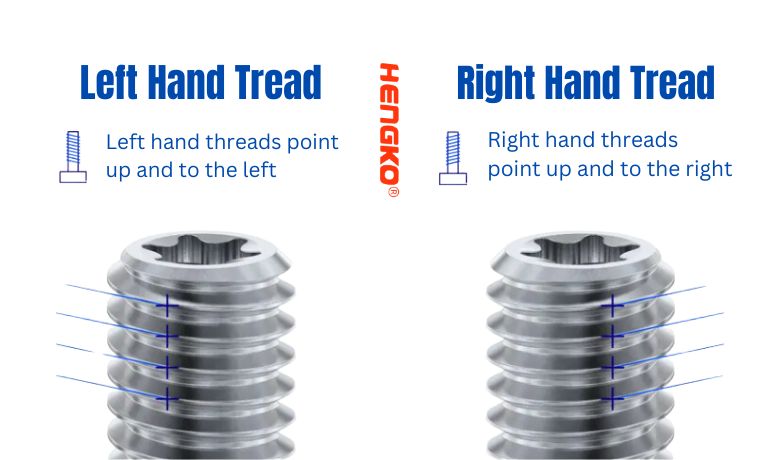
Ручність ниток
Чому праві різьби зустрічаються частіше?
* Немає остаточної історичної причини, але деякі теорії припускають, що це може бути пов’язано з природним упередженням більшості людей, які є правшами, що полегшує затягування та послаблення правої нитки їх домінуючою рукою.
* Права різьба також має тенденцію до самозатягування, якщо піддаватися обертальним зусиллям у тому ж напрямку, що й затягування (наприклад, болт на прядці).
Застосування лівої різьби:
Як ви згадали, лівостороння різьба часто використовується в ситуаціях, коли ослаблення через вібрацію або обертальні сили викликає занепокоєння,
наприклад: вони також використовуються в спеціальних інструментах і обладнанні, де для функціональності потрібен інший напрямок обертання.
* Газові балони: для запобігання випадковому відкриттю через зовнішній тиск.
* Велосипеди з педалями: з лівого боку, щоб запобігти їх ослабленню через обертання колеса вперед.
* Посадки з перешкодами: для створення щільнішої та надійнішої посадки, що захищає від розбирання.
Ідентифікація вручення нитки:
* Іноді напрямок різьби вказується безпосередньо на застібці (наприклад, «LH» для лівшів).
* Спостереження за кутом ниток збоку також може виявити напрямок:
1. Права різьба нахилена вгору вправо (як гвинт, що йде в гору).
2. Лівосторонні нитки нахиляємо вліво вгору.
Важливість ручної роботи в спечених фільтрах і звичайне використання.
Рукоподібність, що стосується напрямку обертання різьби (за або проти годинникової стрілки), справді має вирішальне значення в застосуванні спечених фільтрів з кількох причин:
Герметизація та запобігання витокам:
* Затягування та ослаблення: правильна рука гарантує, що компоненти надійно затягуються при повороті в призначеному напрямку та легко послаблюються за потреби. Невідповідне різьблення може призвести до надмірного затягування, пошкодження фільтра чи корпусу, або неповного затягування, що спричинить протікання.
* Заїдання та заїдання: неправильний напрямок різьблення може спричинити тертя та заїдання, що ускладнить або унеможливить розділення компонентів. Це може бути особливо проблематично під час обслуговування або заміни фільтра.
Стандартизація та сумісність:
- Взаємозамінність: стандартизована різьба дозволяє легко замінювати фільтруючі елементи або корпуси на сумісні деталі, незалежно від виробника. Це спрощує технічне обслуговування та знижує витрати.
- Галузеві норми: у багатьох галузях промисловості є спеціальні правила щодо різьблення в системах обробки рідин з міркувань безпеки та ефективності. Використання невідповідних ниток може порушити правила та створити загрозу безпеці.
Загальне використання та ручність:
- Торцеві кришки картриджа фільтра: зазвичай використовують праву різьбу (для затягування за годинниковою стрілкою) для надійного кріплення до корпусів фільтрів.
- З’єднання корпусу фільтра: зазвичай дотримуються галузевих стандартів, які часто вказують правосторонню різьбу для з’єднань труб.
- Попередні фільтри: можуть використовуватися права або ліва різьба залежно від конкретної конструкції та передбачуваного напрямку потоку рідини.
- Дренажні отвори: зазвичай мають праву різьбу для легкого відкривання та закривання для зливу рідин.
Сподіваюся, ця інформація допоможе вам зрозуміти деталі ручної роботи ниток!
Дизайн ниток
Як паралельна, так і конічна різьба відіграють вирішальну роль у різних сферах застосування, кожна з яких має свої особливі переваги та використання. Щоб додати поясненням більше глибини, ось деякі моменти, які ви можете взяти до уваги:
1. Механізми ущільнення:
* Паралельні потоки:
Зазвичай вони покладаються на зовнішні ущільнювачі, такі як прокладки або кільця ущільнювачів для забезпечення герметичних з’єднань.
Це дозволяє багаторазово збирати та розбирати без пошкодження різьби.
* Конічні нитки:
Вони створюють щільне, самоущільнювальне з’єднання завдяки дії клинів під час загвинчування.
Це робить їх ідеальними для застосувань під високим тиском, таких як труби та фітинги.
Однак надмірне затягування може пошкодити нитки або ускладнити їх видалення.
2. Загальні стандарти:
* Паралельні потоки:
До них належать такі стандарти, як Unified Thread Standard (UTS) і потоки Metric ISO.
Вони поширені в застосуванні загального призначення, як-от болти, гвинти та гайки.
* Конічні нитки:
Національна трубна різьба (NPT) і британська стандартна трубна різьба (BSPT)
широко використовуються в водопровідних і рідинних системах живлення.
Застосування:
* Паралельні різьби: використовуються в складанні меблів, електроніці, машинобудуванні та інших застосуваннях, де потрібне часте розбирання та чисті ущільнення.
* Конічна різьба: ідеально підходить для сантехніки, гідравліки, пневматичних систем і будь-яких застосувань, які вимагають герметичного з’єднання під тиском або вібрацією.
Додаткові примітки:
* Деякі стандарти різьби, такі як BSPP (Британський стандарт паралельних труб), поєднують паралельну форму з ущільнювальним кільцем для герметичних з’єднань.
* Крок різьби (відстань між різьбами) і глибина різьби також відіграють важливу роль у міцності та функціональності різьби.
Актуальність кожного типу конструкції різьби у фільтрах зі спеченого металу.
Хоча конструкція різьблення сама по собі не властива типу фільтра, вона відіграє вирішальну роль у функціональності та продуктивності вузлів фільтрів із спеченого металу. Ось як різні конструкції різьби впливають на спечені металеві фільтри:
Загальні конструкції ниток:
* NPT (національна трубна різьба): широко використовується в Північній Америці для загальних застосувань у трубопроводах. Забезпечує хорошу герметизацію та є легкодоступним.
* BSP (британська стандартна труба): поширена в Європі та Азії, подібна до NPT, але з невеликими відмінностями в розмірах. Важливо відповідати стандартам для правильної посадки.
* Метрична різьба: стандартизовано в усьому світі, пропонуючи більш широкий крок різьби для конкретних потреб.
* Інші спеціалізовані різьби: залежно від застосування можуть використовуватися спеціальні конструкції різьби, наприклад SAE (Товариство автомобільних інженерів) або JIS (Японські промислові стандарти).
Актуальність дизайну ниток:
* Герметизація та запобігання витоку: Правильна конструкція різьблення забезпечує герметичність з’єднань, запобігаючи витокам і зберігаючи цілісність фільтра. Невідповідність потоків може спричинити витік, погіршуючи продуктивність і потенційно створюючи загрозу безпеці.
* Збірка та розбирання: різні конструкції різьблення пропонують різну легкість збирання та розбирання. Для ефективного обслуговування необхідно враховувати такі фактори, як крок різьби та вимоги до мастила.
* Стандартизація та сумісність: стандартизовані різьби, такі як NPT або Metric, забезпечують сумісність зі стандартними корпусами фільтрів і системами трубопроводів. Використання нестандартних ниток може створити проблеми сумісності та ускладнити заміни.
* Міцність і стійкість до тиску: конструкція різьблення впливає на міцність і здатність витримувати тиск у вузлі фільтра. Застосування під високим тиском можуть вимагати певних типів різьби з більш глибоким зачепленням для кращого розподілу навантаження.
Вибір правильного дизайну нитки:
* Вимоги до застосування: враховуйте такі фактори, як робочий тиск, температура, сумісність рідини та бажана частота збирання/розбирання.
* Галузеві стандарти: дотримуйтеся відповідних галузевих стандартів і правил для вашого конкретного регіону або програми.
* Сумісність: гарантуйте повну сумісність із корпусами фільтрів, системами трубопроводів і потенційними запасними частинами.
* Простота використання: збалансуйте потребу в надійному ущільнювачі з легкістю обслуговування та можливими майбутніми замінами.
Пам’ятайте, хоча конструкція різьби безпосередньо не пов’язана з типом спеченого металевого фільтра, вона є критичним фактором для загальної продуктивності та цілісності фільтруючого вузла. Виберіть правильний дизайн потоку відповідно до потреб конкретної програми та проконсультуйтеся з експертом із фільтрації для отримання вказівок.
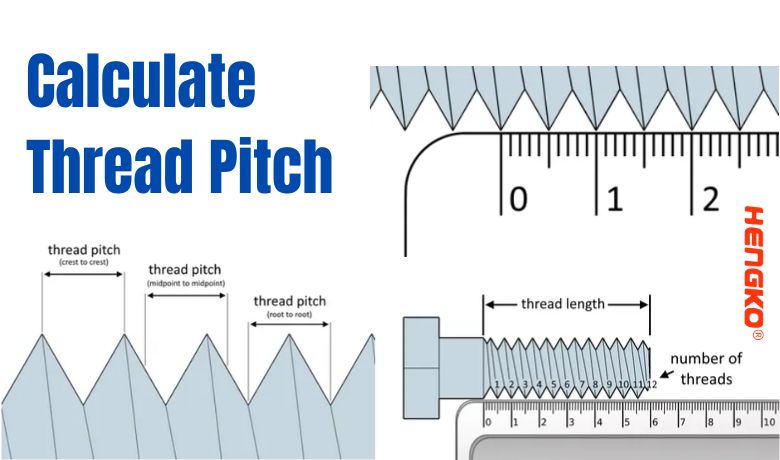
Крок і TPI
* Крок: вимірюється в міліметрах, це відстань від одного гребня нитки до іншого.
* TPI (Threads Per Inch): Використовується для ниток розміром у дюйм, вказуючи кількість ниток на дюйм довжини.
Зв'язок між Pitch і TPI:
* По суті, вони вимірюють те саме (щільність нитки), але в різних одиницях вимірювання та системах вимірювання.
1. TPI є величиною, зворотною кроку: TPI = 1 / крок (мм)
2. Перетворення між ними є простим:Щоб перетворити TPI на крок: крок (мм) = 1 / TPI
Щоб перетворити крок на TPI: TPI = 1 / крок (мм)
Ключові відмінності:
* Одиниця вимірювання: крок використовує міліметри (метрична система), тоді як TPI використовує нитки на дюйм (імперська система).
* Застосування: крок використовується для метричного кріплення, тоді як TPI використовується для дюймового кріплення.
Розуміння щільності ниток:
* І крок, і TPI показують, наскільки щільно розташовані нитки на застібці.
* Менший крок або вищий TPI означає більше ниток на одиницю довжини, що призводить до більш тонкої нитки.
* Більш тонкі нитки зазвичай пропонують:
1. Сильніша стійкість до ослаблення через вібрацію або крутний момент.
2. Покращена здатність ущільнення при використанні з відповідними фітингами.
3. Менше пошкодження сполучної різьби під час складання та розбирання
Однак більш тонкі нитки також можуть:
* Бути більш чутливим до перехресного різьблення або зачистки, якщо не вирівняти належним чином.
* Потрібне більше зусилля для затягування та послаблення.
Вибір правильної щільності нитки:
* Конкретне застосування та його вимоги визначають оптимальний крок або TPI.
* Слід враховувати такі фактори, як міцність, стійкість до вібрації, потреби у герметизації та легкість збирання/розбирання.
* Ознайомлення з відповідними стандартами та інженерними рекомендаціями має вирішальне значення для вибору правильної щільності нитки для ваших конкретних потреб.
Діаметр
Нитки мають три основні діаметри:
* Основний діаметр: найбільший діаметр різьби, виміряний на вершинах.
* Менший діаметр: найменший діаметр, виміряний біля коренів.
* Діаметр кроку: теоретичний діаметр між великим і малим діаметрами.
Розуміння кожного діаметра:
* Основний діаметр: це критичний розмір для забезпечення сумісності між сполученими різьбами (наприклад, болт і гайка). Болти та гайки з однаковим основним діаметром підходять один до одного, незалежно від кроку або форми різьби (паралельна чи конічна).
* Незначний діаметр: це впливає на міцність зачеплення різьби. Більший менший діаметр вказує на більше матеріалу та потенційно вищу міцність.
* Діаметр кроку: це уявний діаметр, де профіль різьби має однакову кількість матеріалу зверху та знизу. Він відіграє вирішальну роль у розрахунку міцності різьби та інших інженерних властивостей.
Співвідношення між діаметрами:
* Діаметри залежать від профілю різьби та кроку. Різні стандарти різьби (наприклад, метричні ISO, Unified National Coarse) мають певні співвідношення між цими діаметрами.
* Діаметр кроку можна розрахувати за допомогою формул на основі великого та малого діаметрів або знайти в довідкових таблицях для конкретних стандартів різьби.
Важливість розуміння діаметрів:
* Для вибору сумісного кріплення необхідно знати основний діаметр.
* Невеликий діаметр впливає на міцність і може бути актуальним для конкретних застосувань із високими навантаженнями.
* Діаметр кроку має вирішальне значення для інженерних розрахунків і розуміння властивостей різьби.
Додаткові примітки:
* Деякі стандарти різьблення визначають додаткові діаметри, такі як «корінний діаметр» для певних цілей.
* Специфікації допуску різьби визначають допустимі варіації кожного діаметра для належної роботи.
Я сподіваюся, що ця інформація ще більше прояснить роль і важливість різних діаметрів різьби! Не соромтеся запитувати, якщо у вас є додаткові запитання.
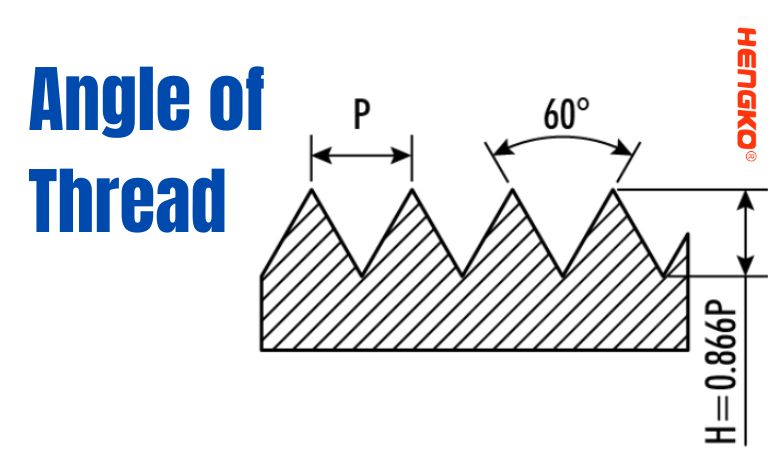
Кут
* Бічний кут: кут між боковим боком нитки та перпендикулярною лінією до осі.
* Кут конусності: специфічний для конічної різьби, це кут між конусністю та центральною віссю.
Фланговий кут:
* Як правило, бокові кути є симетричними (тобто обидві бокові сторони мають однаковий кут) і постійні по всьому профілю різьби.
* Найпоширенішим боковим кутом є 60°, який використовується в таких стандартах, як Unified Thread Standard (UTS) і Metric ISO.
* Інші стандартні бокові кути включають 55° (різьба Whitworth) і 47,5° (різьба Британської асоціації).
* Фланговий кут впливає на:**1. Міцність: більші кути зазвичай пропонують кращий опір крутному моменту, але менш терпимі до зміщення.
2. Тертя: менші кути створюють менше тертя, але можуть поставити під загрозу здатність самоблокування.
3. Утворення стружки: боковий кут впливає на те, наскільки легко ріжучі інструменти створюють різьблення.
Кут конусності:
* Цей кут визначає швидкість зміни діаметра вздовж конічної різьби.
* Загальні кути конусності включають 1:16 (національна трубна різьба - NPT) і 1:19 (британська стандартна трубна різьба - BSPT).
* Кут конусності забезпечує щільне, самоущільнювальне з'єднання, оскільки різьблення стискаються одна до одної під час затягування.
* Важливо, щоб конічні різьби мали правильний відповідний кут для забезпечення герметичності.
Співвідношення між кутами:
* У неконічних різьбах єдиним відповідним кутом є боковий кут.
* Для конічних різьб грають роль бокові та конічні кути:
1. Бічний кут визначає основний профіль різьби та пов’язані з ним властивості.
2. Кут конусності визначає швидкість зміни діаметра та впливає на характеристики ущільнення.
Гребінь і корінь
* Гребінь: крайня частина нитки.
* Корінь: внутрішня частина, яка утворює основу простору потоку.
Вище лише визначено гребінь і корінь нитки.
Хоча їх розташування в потоці здається простим, вони відіграють вирішальну роль у різних аспектах функціонування та дизайну потоку.
Ось кілька додаткових деталей, які можуть вас зацікавити:
Герб:
*Це зовнішній край різьби, який утворює точку контакту з відповідною ниткою.
*Міцність і цілісність гребеня мають вирішальне значення для того, щоб витримувати прикладене навантаження та протистояти зносу.
*Пошкодження різьблення, задирки або недоліки на гребені можуть поставити під загрозу міцність і функціональність з’єднання.
Корінь:
* Розташований у нижній частині нитки, він утворює основу простору між сусідніми нитками.
*Глибина та форма кореня важливі для таких факторів, як:
1. Міцність: глибше коріння забезпечує більше матеріалу для несіння навантажень і покращує міцність.
2. Відстань: необхідний достатній відстань від коренів для розміщення сміття, мастильних матеріалів або виробничих змін.
3. Герметизація: у деяких конструкціях різьб кореневий профіль сприяє цілісності ущільнення.
Зв'язок між гребнем і коренем:
*Відстань між гребнем і коренем визначає глибину різьби, яка безпосередньо впливає на міцність та інші властивості.
*Конкретна форма та розміри гребня та кореня залежать від стандарту різьби (наприклад, метричний ISO, Unified Coarse) та його передбачуваного застосування.
Міркування та застосування:
*Стандарти та специфікації різьблення часто визначають допуски для розмірів гребня та кореня, щоб забезпечити належну функціональність та взаємозамінність.
*У додатках із високим навантаженням або зносом можна вибрати профілі різьби з посиленими гребенями та коренями для покращеної довговічності.
*Виробничі процеси та контроль якості мають вирішальне значення для забезпечення гладких, без пошкоджень гребенів і коренів на кріпленнях.
Я сподіваюся, що ця додаткова інформація поглибить ваше розуміння ролі та важливості гребеня та кореня в потоках. Не соромтеся запитувати, якщо у вас є додаткові запитання або конкретні теми, пов’язані з дизайном ниток, які ви хотіли б вивчити!
Розміри типів різьби
Ось розбивка розмірів деяких поширених типів ниток, які ви згадали, разом із зображеннями для кращої візуалізації:
M - Різьба ISO (метрична):
*ISO 724 (DIN 13-1) (груба різьба):
1. Зображення:
2. Основний діапазон діаметрів: від 3 мм до 300 мм
3. Діапазон кроку: від 0,5 мм до 6 мм
4. Кут різьби: 60°
*ISO 724 (DIN 13-2 до 11) (дрібна різьба):
1. Зображення:
2. Основний діапазон діаметрів: від 1,6 мм до 300 мм
3. Діапазон кроку: від 0,25 мм до 3,5 мм
4. Кут різьби: 60°
NPT - трубна різьба:
*NPT ANSI B1.20.1:
1. Зображення:
2. Конічна різьба для з'єднань труб
3. Основний діапазон діаметрів: від 1/16 дюйма до 27 дюймів
4. Кут конусності: 1:16
*NPTF ANSI B1.20.3:
1. Зображення:
2. Подібно до NPT, але зі сплощеними гребенями та корінцями для кращого ущільнення
3. Ті самі розміри, що й NPT
G/R/RP - різьба Вітворта (BSPP/BSPT):
*G = BSPP ISO 228 (DIN 259):
1. Зображення:
- Різьба G BSPP ISO 228 (DIN 259)
2. Паралельна трубна різьба
3. Основний діапазон діаметрів: від 1/8 дюйма до 4 дюймів
4. Кут різьби: 55°
*R/Rp/Rc = BSPT ISO 7 (DIN 2999 замінено на EN10226):
1. зображення:
- R Різьба BSPT ISO 7 (DIN 2999 замінено на EN10226)
2. Конічна трубна різьба
3. Основний діапазон діаметрів: від 1/8 дюйма до 4 дюймів
4. передній кут: 1:19
UNC/UNF - Єдина національна нитка:
*Unified National Coarse (UNC):
1. маг:
- Нитка UNC
2. Подібно до M Coarse Thread, але з розмірами на основі дюймів
3. Основний діапазон діаметрів: від 1/4 дюйма до 4 дюймів
4. Діапазон ниток на дюйм (TPI): 20 до 1
*Єдиний національний штраф (UNF):
1. Зображення:
2. Подібно до M Fine Thread, але з розмірами на основі дюймів
3. Основний діапазон діаметрів: від 1/4 дюйма до 4 дюймів
4. Діапазон TPI: від 24 до 80
Вищенаведена інформація містить загальний огляд розмірів для кожного типу різьби. але конкретні розміри можуть відрізнятися залежно від конкретного стандарту та застосування. Ви можете знайти докладні таблиці та розміри у відповідних документах стандартів, таких як ISO 724, ANSI B1.20.1 тощо.
Не соромтеся запитувати, якщо у вас є додаткові запитання або вам потрібна додаткова інформація щодо конкретних типів або розмірів різьби!
SUM
У цьому блозі ми пропонуємо вичерпний посібникдизайн ниток, що має вирішальне значення для розуміння того, як компоненти машин та інженерних систем поєднуються разом.
Він охоплює основні поняття статі ниток, ідентифікуючи зовнішні та внутрішні нитки та їх застосування в спечених фільтрах. також ми пояснюємо різьблення, підкреслюючи переважання правосторонніх різьб у більшості програм.
Надається детальна інформація про дизайн різьби, зосереджена на паралельних і конічних різьбах, а також їх актуальність у спечених фільтрах.
Отже, цей посібник є обов’язковим для прочитання для тих, хто хоче зрозуміти тонкощі дизайну різьби в спечених фільтрах. У будь-якому випадку, сподіваюся, це буде корисно для вас
знання нитки та вибір правильної нитки в майбутньому, спеціально для промисловості спечених фільтрів.
Час публікації: 30 січня 2024 р




